ISW臥式離心泵故障進行檢修很重要
瀏覽次數:2759發布日期:2024-03-19
1、運行平穩:由于泵軸的絕對同心度以及葉輪的優異動靜平衡,ISW型臥式管道離心泵能夠保證平穩運行,幾乎沒有振動。
2、密封性能好:采用不同材質的硬質合金密封,確保了泵的密封性能,可以做到滴水不漏。
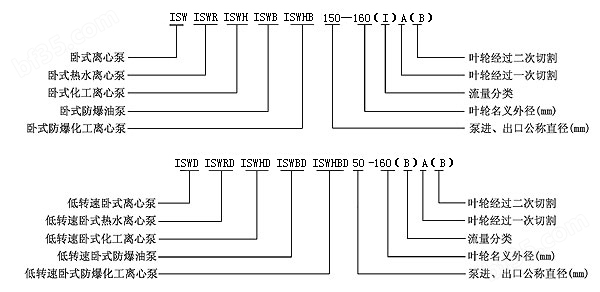
3、結構設計優化:離心泵是優化了的S型離心泵與立式泵的結構組合設計,按照國際標準ISO2858和國家管道離心泵標準JB/T53058-93進行設計制造的產品。
4、用途廣泛:適用于輸送清水及物理化學性質類似于清水的其他液體,廣泛應用于工業和城市給排水、高層建筑增壓送水、園林灌溉、消防增壓等多種場合。

臥式離心泵憑借其穩定的運行性能、良好的密封效果、優化的設計以及廣泛的應用場景,成為了許多工業和市政工程中的設備。在選擇合適的泵類產品時,離心泵因其高效節能的特性而成為了一個理想的選擇。
1.檢修前的準備
1.1組織準備
擬定檢修計劃,檢修計劃應包括檢修項目、檢修人員的配備、檢修定額、檢修進度、易損件及工具材料計劃。
1.2物資準備
1.2.1按照需要,準備拆卸和裝配用的一般工具材料,檢修用量具和工具。
1.2.2按計劃準備好易損配件、消耗材料。
準備好檢修記錄卡,以便做好技術數據工作。
2.水泵拆卸和裝配中的注意事項
2.1水泵的拆卸與裝配應按順序進行,拆卸時應先外、后內,裝配時與此相反,不要盲目蠻干,要記住各部件相互間的裝配關系和拆卸與裝配各部件的配合公差,并做好記錄,以便作為下次檢修參考和判斷,對容易混淆部件應有標記,以免錯誤。
2.2拆下較大的部件應放在臺式枕木架上,對于較小的零部件按分類、編號放在桶內,以免丟失和錯拿。
2.3在拆卸、裝配過程中,應合理的使用工具、禁止用大錘猛打部件,用小榔頭敲打的地方應用銅棒或木塊墊起來。
2.4拆卸密合面時不得用扁鏟或螺絲刀強行打入,所用部件的密合面、磨擦面、精加工面必順保持光潔,不能用粗砂紙打磨,更不要碰傷。
3.臥式離心泵的檢修
3.1泵軸的修復
3.1.1泵軸的檢查及彎曲的測量,首先檢查軸與軸承、葉輪及軸套配合處有無燒痕、銹蝕、掉塊等現象,對表皮輕微掉塊的可采取小電流補焊、經車削或打磨即可。軸彎曲測量時,可將軸夾在機床上進行,要求其徑向跳動,中間≤0.05mm,兩端≤0.02mm。
3.1.2軸彎曲校正,對中型泵軸(24英寸以下)采用冷壓,對大型泵軸采用氧乙炔火焰校正。
3.1.3對磨損燒痕嚴懲的軸頸可采用“熱噴涂、噴焊”和電刷鍍工藝進行修復。
3.2軸承室的修復
3.2.1滑動軸承的修復
3.2.1.1軸瓦的檢查①檢查軸瓦有無裂縫或脫脂,如有即可更換;②檢查油環轉動情況,保證油環在旋轉時能自由轉動;③檢查軸瓦與軸頸接觸情況,要求下瓦與軸頸接觸面為2/3(65°±5),接觸點為1~3點/cm3,上瓦與軸頸接觸面為1/3,下瓦接觸角過大,雖然承載力強,但形成油膜不好,破壞潤滑效果,使瓦發熱,接觸過小,會加劇軸瓦的磨損,縮短使用壽命。
3.2.1.2軸瓦的更換及刮研
對于燒傷嚴重的軸瓦可以更換新瓦,對于輕微燒傷的,可采用刮研的辦法進行修復,方法是在瓦面上抹上一層很薄的紅鉛油進行研瓦,研瓦時采用盤車研瓦,刮削時可采用45°交錯方向進行,隨接觸點的增加,刮刀用力要小,經反復刮研即可達到要求。
3.2.1.3軸瓦間隙的調整
①間隙的確定:軸瓦間隙過大,軸頸跳動引起水泵運行時振動,間隙過小不能形成油膜,造成軸與瓦直接接觸磨擦,使瓦發熱,嚴重時可能燒壞瓦,軸瓦頂間隙的大小取決于轉速、軸徑、壓力及油的粘度,一般取軸徑的1/1000~2/1000,側間隙等于頂間隙的一半。
②軸瓦間隙調整方法:用直徑為1~1.5mm的保險絲,分別放在軸頸頂部與軸瓦兩側上、下結合面上,蓋上軸承壓蓋,對稱均勻堅固壓蓋螺栓,然后松開螺栓,取出所壓保險絲測量所壓保險絲的厚度,軸瓦兩側所加墊子的平均厚度等于兩側所壓保險絲的平均厚度減去軸頸頂部所壓保險絲的平均厚度再加上所要求的頂間隙值,墊片不得接觸軸頸。
③軸瓦側間隙的調整:側間隙調整可結合刮瓦時進行,用塞尺進行測量,插入深度為軸徑的1/4。
3.2.1.4軸瓦軸承壓蓋緊力的調整
為了防止軸瓦在運行時跳動,必需要求軸瓦與壓蓋有一定的緊力,一般要求緊力在0.04~0.08mm,調整的方法可與調整軸瓦頂間隙相同,在軸瓦背面上和軸承壓蓋兩側分別放入保險絲即可,如果緊力太小,可在軸瓦背上加適當厚度的墊片。
3.2.2滾動軸承的更換
3.2.2.1清洗后檢查軸承內、外圈、滾球有無銹蝕麻點,有無破裂和異常聲音,測量其游隙是否符合要求。
滾動軸承間隙標準(mm)
軸承內徑(mm)滾珠式滾柱式極限值
55~800.01~0.020.06~0.080.2
85~1200.02~0.030.08~0.10.2
130~1500.03~0.040.1~0.120.3
3.2.2.2更換新軸承時,首先檢查軸承聲音是否正常,有無麻點,測量其游隙,確定與軸頸的配合尺寸(為過盈配合)。
3.2.2.3更換新軸承一般利用加熱法,將軸承放在油槽內進行加熱,至90℃~100℃即可裝入。
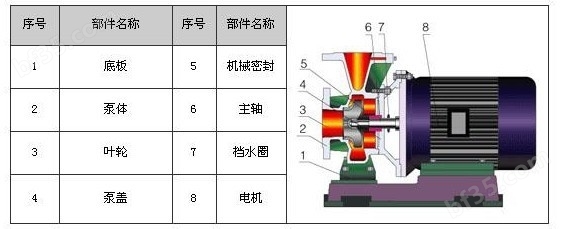
3.3葉輪的修復及更換
3.3.1葉輪由于長時間的使用,造成葉片及口環配合處沖刷汽蝕嚴重,對于鋼制葉輪可采用電焊補焊,然后進行車削或打磨,即可使用。
3.3.2對于出水葉片或進水葉片沖刷或汽蝕嚴重的,可采用鋼板補焊。
3.3.3更換葉輪時,要對照實物仔細測量葉輪各個尺寸,裝配時注意方向。
3.3.4有條件做一次靜平衡試驗。
3.4密封環的更換
更換口環時,要仔細測量其內外直徑、半圓鍵與原殼圓槽的配合尺寸,并清除原殼及半圓槽上的銹蝕及污垢,測量其內徑與葉輪的配合徑向間隙,一般根據試驗要求其總間隙為口環內徑的0.002倍,其軸向間隙一般為0.5~1mm。
3.5泵蓋的修復及裝配
3.5.1對于泵殼的汽蝕嚴重,可采用環氧金鋼砂進行涂護,表面涂上一層彈性材料即可。
3.5.2裝配泵蓋時,要仔細清除泵蓋與口環配合面、中開面上的銹蝕油垢,測量泵蓋與口環的緊力,一般要求緊力為0.03~0.05mm,測量方法是分別在口環頂部和中開面上放入1~1.5mm的保險絲,然后均勻擰緊泵蓋螺栓,把中開面所壓保險絲的平均厚度減去口環頂部所壓保險絲的平均厚度,確定中開面床墊子的厚度,如果計算床墊出現頂部為負植時,zui大負值不得超過0.03mm。

3.6填料函的檢修
裝配軸套時,應測量與軸的配合處的尺寸與填料套的配合尺寸,徑向單邊間隙為0.3~0.5mm,填料壓蓋外圓壁與填料座內圓之間的徑向單邊間隙為0.1~0.2mm,填料壓蓋內圓與軸套徑向單邊間隙為0.4~0.5mm。更換盤根時,每圈接口應錯開,并注意水封環進水孔應對準引水孔(防止進氣)。

 聯系QQ:1597533116
聯系QQ:1597533116 聯系郵箱:equanby@163.com
聯系郵箱:equanby@163.com 傳真:86-21-59266228
傳真:86-21-59266228 聯系地址:上海市青浦區金澤工業園區
聯系地址:上海市青浦區金澤工業園區

 銷售部
銷售部 咨詢電話
咨詢電話